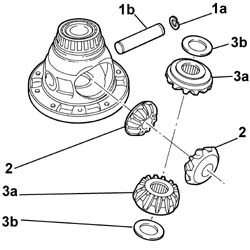
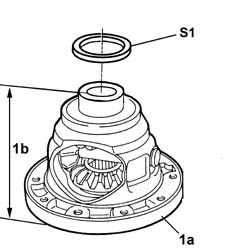
194000451 - 2110D20 DIFFERENTIAL INTERNAL CASING, REMOVED - DISMANTLING AND REASSEMBLY, CHECK PLANET AND SATELLITE GEARS
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870845000 | Extractor | Extracting bearing from differential | 2.2 |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870007000 | Grip | Grip for tool for extracting bearing/fitting main shaft oil seal/fitting differential bearing race |
| Mark the compensation washer and its seat since correct positioning is essential to calculate the new thickness or for correct refitting. |


| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox-differential ring gear | Bolt | - | 8.0 ÷ 9.0 | 2.2 |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860770000 | Fitting tool | Fitting differential conical bearings | 2.2 |



| Take more than one measurement and calculate the average value. |
