198001511 - 72 PANELS AND FRAMES
INTRODUCTION
The topics are covered with particular attention to the new technical features required for passing the various tests introduced by new legislation. The descriptions and operating information provided are limited to a discussion of principles, rules and minimum precautions.For information on repair methods and vehicle specifications, see the specific sections on repair procedures.Aerodynamics
The styling of the new car is designed to reflect great personality and originality and improves on the attributes of roominess, practicality and sturdiness achieved by previous models.The front, sides, rear and underbody were developed with particular attention to aerodynamics and to allow outstanding drag coefficient values. The following values are an example:- drag coefficient CX = 0.30 - 0.32 (according to the version)- drag coefficient for area CX x S = 0.684 - 0.730These values are the result of road testing and measurements carried out in a Fiat wind tunnel.These results contribute to the noiselessness of the vehicle and significantly reduce wind noise. They also allow fuel saving.Safety
The main aim of car manufacturers is definitely the total safety of the driver and passengers.To adapt the vehicle to highly demanding European and international market regulations, the new Fiat vehicle was designed with great attention to detail in order to achieve an optimum response in all situations.Passive safety
A vehicle''s passive safety is the collection of technical and product solutions designed to protect the occupants of the vehicle in the case of an accident.The search for excellent performance has led to the introduction of design and construction solutions on the new vehicle that represent the state of the art in the field of passive safety.The safety features guaranteed by the vehicle stem from the thorough integration of the structural components, the high number of specific devices that make up the occupant protection system and the special devices used in the design of the interior and exterior components.The occupant protection systemThe vehicle is equipped with a basic occupant protection system on all trim levels composed of:- front Air Bag protection system including dual (driver and passenger) front Air Bags with a dual activation system;- front belts with pretensioner and load limiter;- electronic Air Bag disabling system (my car).The following optional features are also available:- two Bags on the front seats that guarantee protection for the chest and pelvis;- two head bags housed in the side members under the roof that guarantee protection for the head against highly intrusive objects.- an Air Bag protecting the driver''s knees;- rear seat belt pretensionersFor more information on the Air Bag system see. See descriptions 5580C AIR BAG SYSTEM In addition to passenger safety, particular attention has been paid to child safety and pedestrian safety.The child safety system includes all those devices that offer the best protection currently available such as isofix mountings on the rear seats and the inhibition of the passenger air bag directly by the on board computer.The solutions adopted in the design and manufacture of the seats, the dashboard and the interior panels and fittings increase the degree of passive safety of the vehicle.For more information on these topics, refer to the specific chapters.Resistance to impactsAll the features relating to Passive Safety have been developed in order to offer the maximum protection for the occupant in all possible impact situations at high speed:- frontal impact- rear impact- side impact- roll over.The behaviour of the body in crash tests has more than adequately satisfied the international safety standards.Pedestrian protectionThe style of the front part of the vehicle has been developed taking into account the protection of pedestrians as required by the most recent international legislation. The shapes are smooth and rounded and there are no unsafe projections that could be damaging to pedestrians. The ample surface area of the bonnet minimizes the risk of contact between pedestrians'' heads and the rigid front pillars.The most rigid components are located inside the engine compartment an appropriate distance away from the bonnet in order to allow the bonnet skin to absorb the force of low-level impact with a pedestrian''s head.Resistance to twisting and bending forces
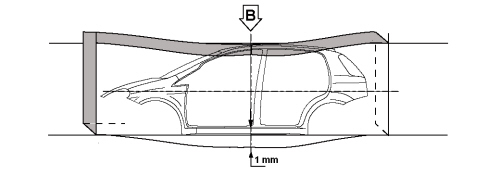
The vehicle''s high resistance to twisting and bending forces ensures good properties of passive strength and also offers a number of benefits:- low noise due to fewer vibrations;- no creaking from the trims;- better handling by maintaining the correct suspension angles and thus an absolutely controlled drive for a sensation of stability and comfort in general;- greater ability to withstand breakages caused by using the vehicle over particularly uneven road surfaces;- sensation of vehicle compactness;- ensuring long-term overall vehicle quality.Resistance to twisting (torsion deformation diagram).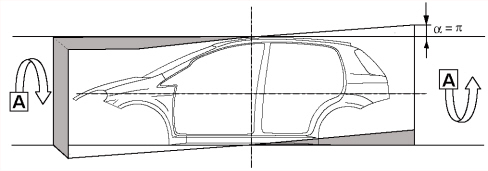
PROTECTION OF THE BODY
Anti-corrosion design
The body has been designed to withstand environmental conditions in the most severe markets such as Central Northern Europe where salt is used on the roads to prevent freezing.Design features have been introduced with this in mind to guarantee complete accessibility of the body to the protection and painting processes (in particular the anti-rust treatments and cataphoresis) and ensuring that all the elements are the correct shape to prevent any possible dampness forming in the internal structures.This includes the design of the panel joins (shape and dimensions) in order to make them suitable for the sealing operations, essential both in terms of water tightness and sound insulation of the vehicle.A fundamental part of the design is also the choice and usage of galvanized panels for all elements of the body exposed to the potential risk of corrosion.Galvanized panels
The zinc deposited in a continuous layer on the surface of the panel constitutes the first line of defence against corrosion of the steel. The zinc layer acts as an active chemical protection for the steel, known as a sacrificial layer, that combines with the subsequent protective systems to guarantee outstanding long-term corrosion-proofing.The galvanizing of the panels takes place directly through two different technological processes, both capable of ensuring constant thicknesses of zinc with a high standard surface finish:- Galvanizing: the panel is immersed in a solution of zinc salts where a layer of pure zinc is deposited by means of the electrolytic effect; the normal thickness of the zinc deposit is 8 - 10 micron.- Hot galvanizing: molten zinc is deposited on the panel due to the effect of heat. In this case too the normal thickness of the zinc is 8 - 10 micron, but thicknesses of up to 20 micron can be reached using this process and it should be used for the parts most exposed to corrosion.The two processes allow galvanizing on both sides of the panel.It is therefore possible to produce simultaneous protection for both the inside and the outside of all panels and, in particular, protection of the surfaces in contact with several elements welded together.Panels galvanized on both sides account for 90% of the vehicle body weight.In particular, all the parts that make up the chassis, most exposed to corrosive agents, are 100% galvanized.Of these, the structures defined as safety structures, such as the suspension mountings and reinforcements for the seat belts, are made from panels with a high zinc thickness, up to 20 micron.The body is made entirely from 8 micron galvanized panels for the doors, bonnet, boot lid, side panels, wings and roof.The exception is some of the inner parts of the passenger compartment, such as, for example, the dashboard mounting brackets, because there is no risk at all of oxidation.Anti-corrosion test
All the anti-corrosion provisions made have been subjected to laboratory tests and they have performed well in accelerated tests on vehicles carried out in special test areas, where the most stringent conditions of the central-northern European markets have been reproduced.Anti-corrosion goals
The anti-corrosion provisions adopted make it possible to satisfy the following anti-corrosion guarantees:- 3 years of the vehicle''s life without cosmetic corrosion points- 8 years of the vehicle''s life without panel perforation in the harshest Northern European climates.In addition, the protective package made up of the medium-high thickness galvanized panels plus cataphoretic treatment of the entire structure makes it possible to comply with the European regulations concerning safety features (10 years of the vehicle''s life without structural weaknesses).Painting
Specifications of the painting cycleThe aim of painting the body is to:- protect the sheet metal against corrosion due to exposure to environmental factors;- achieve high levels of gloss and colour richness and maintain them over time.Before being painted the body undergoes a pre-treatment process known as bonderization during which an initial degreasing stage is followed by a phosphating treatment.The latter forms a crystalline layer of phosphate which makes up the base on which the subsequent painting layer is applied through cataphoresis.Painting through cataphoresis is a fundamental treatment for the protection of the structural elements.It allows the paint to be deposited in areas of the body that would otherwise be inaccessible, such as the internal box structures.The process takes place through immersion in an electrically insulated vat containing an aqueous solution of paint product.The solution is negatively charged, whilst the body is positively charged. During immersion, a layer of paint is deposited (22 microns on horizontal parts and 20 microns on vertical parts) that can be adjusted by altering the bath voltage, the bath temperature and the length of time the body remains in the solution.The body then undergoes a process of stoving in an oven at 160° for around 20 minutes.Sound-proofing materials are then applied to the prepared body and all the joints between the body panels are sealed to prevent corrosive agents leaking through.The painting cycle now continues by adding a primer coat (30 microns thick) before undergoing a further stoving cycle in the oven.Lastly, the aesthetic finish is applied comprising a layer of enamel base coat (colour) followed by a clear resin coat with very good resistance properties to outside agents (humidity, the sun''s rays) and the final stoving in the oven.Environmentally-friendly, water-based enamels are used at the production plant.The table illustrates the painting process for the vehicle.Body painting cycle| DEGREASING | BONDERIZATIONThe body is cleaned down to the panel surfaces and a layer of phosphate micro crystals is deposited. This forms an ideal base for the subsequent painting. |
| PHOSPHATING | |
| CATAPHORESIS | APPLICATION OF CATAPHORESISAll the inner and outer surfaces of the body are covered in a layer of anti-rust paint through a cataphoretic process, followed by stoving the layer deposited in an oven. |
| STOVING | |
| SEALING, SOUND INSULATION AND UNDERBODY PROTECTION | APPLICATIONS FOLLOWING CATAPHORESISThe body receives all the materials necessary for sealing, sound insulation of the vehicle and the protection of the outer floor from the effects of stone chipping.It then receives the paint base coat which is the ideal base for the subsequent aesthetic painting.All these materials are baked in a special oven. |
| PAINT BASE COAT | |
| STOVING | |
| ENAMEL + CLEAR RESIN | APPLICATION OF THE ENAMELThe body receives the enamel layer on all the visible surfaces and then the clear resin with good aesthetic properties and high resistance to environmental agents. |
| STOVING |

Recycling of materials
Main specifications
According to EEC ELV (End of Life Vehicles) directives, all metallic and non-metallic parts must be recovered from the vehicle and reused, 80% to produce new material and 5% for recovered energy. Nowadays, some 75% of a vehicle''s weight is made up of metal that can easily be recovered by melting; different metals can be separated by heating to their different melting points. All the remaining part of the vehicle, amounting to 25% by weight, must be recovered before this stage. The solution to the problem of recycling plastics is resolved at the design stage: the possibility of re-using the material on future components must be assessed at this time.The aims to be considered at the design stage include:- ease of component disassembly;- choice of noble materials in the recyclable polymer chain (giving priority to parts made up of a single family, e.g. PP).A part cannot be recycled to produce a part that is the same as the original part because the material may not be able to guarantee the necessary levels of reliability or it may not be financially viable.Plastics may be recycled in a cascade pattern. For example:- insulating material for the building industry is obtained from seat padding;- the material used to line| ... DATA ERROR - CROPPED TEXT | Ошибка данных - Текст обрезан ... |
|---|