198002917 - 2110B20 MANUAL GEARBOX (5-6 SPEED) WITH DIFFERENTIAL - DISMANTLING AND REASSEMBLY - WASH AND CHECK PARTS - REPLACE SYNCHRONISERS AND INTERNAL CONTROLS IF NECESSARY
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870644001 | Mount | Removing-refitting gearbox from the vehicle | 1.9 JTD |

| Two mechanics are needed for this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
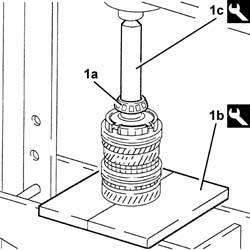
| 1871001014 | Mount | Overhaul stand mount | 1.9 JTD |



| Tool | Description | Function | Validity |
|---|---|---|---|
| 1847017004 | Flange | Driveshaft removal | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | - | 1.9 JTD1.4 16v TJet |



| The gearbox casing is sealed to the bellhousing: release the two parts using a wooden or resin hammer. |


| Keep the assemblies joined until they are placed on the workbench. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870655000 | Extractor/ Fitting tool | Bearing race removal | 1.9 JTD1.4 16v TJet |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | - | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870655000 | Extractor/ Fitting tool | Bearing race removal | 1.9 JTD1.4 16v TJet |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | - | 1.9 JTD1.4 16v TJet |

| Keep the sliding sleeve raised using a screwdriver. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870675000 | Half-rings | Bearing removal | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870675000 | Half-rings | Bearing removal | 1.9 JTD |


| When refitting, replace the circlip. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |

| When refitting, replace the circlip. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870660000 | Reaction base | Bearing removal | 1.9 JTD |

| Keep the sliding sleeve raised using a screwdriver. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846017001 | Half-rings mount | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870676000 | Half-rings | Bearing removal | 1.9 JTD 8v |


| When refitting, replace the circlip. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846017001 | Half-rings mount | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870675000 | Half-rings | Bearing removal | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846017001 | Half-rings mount | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846001001 | Half-rings | Bearing removal | 1.9 JTD 8v1.4 16v TJet |







| Lubricate the bearings with the recommended oil before refitting them. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870659000 | Fitting tool | Fitting bearings | 1.9 JTD |



| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |




| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |


| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874290000 | Plate | Bearing removal | 1.9 JTD 8v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870659000 | Fitting tool | Fitting bearings | 1.9 JTD |
| Lubricate the bearings with oil before refitting them. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |


| The size of the circlip is selected from those available as spares (1.975; 2.020; 2.065) depending on the previous measurement of the housing. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |




| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870659000 | Fitting tool | Fitting bearings | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870648000 | Gauges | Preloading bearings | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870649000 | Reference crossmember | Preloading bearings | 1.9 JTD |


| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870648000 | Gauges | Preloading bearings | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870647000 | Mount | Preloading bearings | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870647000 | Mount | Preloading bearings | 1.9 JTD |



| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870652000 | Bush | Preloading bearings | 1.9 JTD |

| Below is an example for calculating the size of scraper shims. |




| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870657000 | Fitting tool | Fitting bearings/bushes | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870656000 | Fitting tool | Fitting bearing races | 1.9 JTD |


| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| 5th speed control rod | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| 5th speed control fork | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox/differential components casing | Bolt | M9 | 2.9 ÷ 3.6 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox/differential reverse gear idler | Bolt | M10 | 4.3 ÷ 5.3 | 1.9 JTD 8v |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox casing differential support | Bolt | M10 | 4.3 ÷ 5.3 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox casing differential support | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Flanges on differential | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1895655000 | Mount | Determining thickness of thrust ring |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1895655000 | Mount | Determining thickness of thrust ring |

| 0.12 corresponds to the recommended interference for the bedding in and pre-loading of the differential bearings. |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Flanges on differential | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Hydraulic clutch actuator | Bolt | M6 | 0.7 ÷ 0.9 | 1.9 JTD |
| Two mechanics are needed for this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1871001014 | Mount | Overhaul stand mount | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870644001 | Mount | Removing-refitting gearbox from the vehicle | 1.9 JTD |