198002918 - 2110B26 MANUAL GEARBOX (6 SPEED) WITH DIFFERENTIAL - DISMANTLE AND REASSEMBLE, WASH AND CHECK PARTS - REPLACE SYNCHRONIZERS AND INTERNAL PARTS IF NECESSARY
| The main shaft for the 6 speed version cannot be dismantled. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870644001 | Mount | Removing-refitting gearbox from the vehicle | 1.9 JTD |

| Two mechanics are needed for this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1871001014 | Mount | Overhaul stand mount | 1.9 JTD |



| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820229000 | Flange | Driveshaft removal | 1.9 JTD 16v |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1821161000 | Mallet | - | 1.9 JTD 16v |


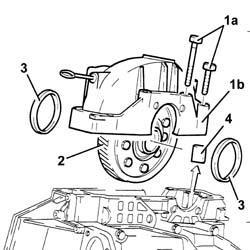
| The gearbox casing is sealed to the bellhousing: release the two parts using a wooden or resin hammer. |


| Keep the assemblies joined until they are placed on the workbench. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870655000 | Extractor/ Fitting tool | Bearing race removal | 1.9 JTD1.4 16v TJet |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | - | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870655000 | Extractor/ Fitting tool | Bearing race removal | 1.9 JTD1.4 16v TJet |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | - | 1.9 JTD1.4 16v TJet |

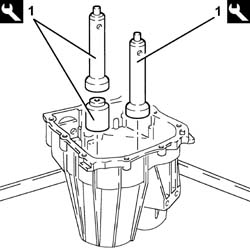
| Keep the sliding sleeve raised using a screwdriver. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820047002 | Plate | Bearing removal | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870675000 | Half-rings | Bearing removal | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820047002 | Plate | Bearing removal | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870675000 | Half-rings | Bearing removal | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820047003 | Plate | Gear removal | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820046000 | Half-rings | Gear removal | 1.9 JTD |


| When refitting, replace the circlip. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820047003 | Plate | Gear removal | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820046000 | Half-rings | Gear removal | 1.9 JTD |

| When refitting, replace the circlip. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870660000 | Reaction base | Bearing removal | 1.9 JTD |







| Lubricate the bearings with the recommended oil before refitting them. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |


| The size of the circlip is selected from those available as spares (1.975; 2.020; 2.065) depending on the previous measurement of the housing. |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |




| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Extractor/ Fitting tool | Fitting bearings | 1.9 JTD1.4 16v TJet |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870659000 | Fitting tool | Fitting bearings | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870648000 | Gauges | Preloading bearings | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870649000 | Reference crossmember | Preloading bearings | 1.9 JTD |


| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870648000 | Gauges | Preloading bearings | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870647000 | Mount | Preloading bearings | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870647000 | Mount | Preloading bearings | 1.9 JTD |



| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870652000 | Bush | Preloading bearings | 1.9 JTD |

| Below is an example for calculating the size of scraper shims |




| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870657000 | Fitting tool | Fitting bearings/bushes | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870657000 | Fitting tool | Fitting bearings/bushes | 1.9 JTD |


| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| 5th speed control rod | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| 5th speed control fork | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox/differential components casing | Bolt | M9 | 2.9 ÷ 3.6 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Reverse shaft | Bolt | M10 | 4.3 ÷ 5.3 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox casing differential support | Bolt | M10 | 4.3 ÷ 5.3 | 1.9 JTD |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Manual gearbox casing differential support | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Flanges on differential | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820085000 | Dial gauge mount | Determining thickness of thrust ring | 1.9 JTD 16v |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 1820085000 | Dial gauge mount | Determining thickness of thrust ring | 1.9 JTD 16v |

| 0.12 corresponds to the recommended interference for the bedding in and pre-loading of the differential bearings. |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Flanges on differential | Bolt | M8 | 2.1 ÷ 2.6 | 1.9 JTD |
| The matching surfaces of the main shaft cover and the thrust bearing should be lubricated with Molycote PG 21 grease. |

| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Hydraulic clutch actuator | Bolt | M6 | 0.7 ÷ 0.9 | 1.9 JTD |
| The two fork pin levers should be lubricated with Molycote PG 21 grease. |
| The self-lubricating Permaglid bushes should not, under any circumstances be lubricated with oil or else the lubricant grease will, in time, mix with the abrasive material of the bush and create an impasto that will accelerate the wear of the actual bush. |
| Two mechanics are needed for this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1871001014 | Mount | Overhaul stand mount | 1.9 JTD |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870644001 | Mount | Removing-refitting gearbox from the vehicle | 1.9 JTD |