199000406 - 1004E20 ДВИГАТЕЛЬ - РАЗБОРКА И СБОРКА ПОСЛЕ ВЫПОЛНЕНИЯ РАБОТЫ 1004E10 - ОЧИСТКА И ПРОВЕРКА СНЯТЫХ ДЕТАЛЕЙ - ОБРАТНАЯ УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ и МАСЛЯНОГО ПОДДОНА - БЕЗ ПРОВЕДЕНИЯ РАБОТ НА ГБЦ И НАВЕСНЫХ АГРЕГАТАХ
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Вращение коленвала | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Вращение коленвала | 1.9 Multijet |
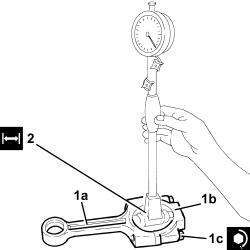
| Измерение | Значение | Действительно для |
|---|---|---|
| Осевой зазор коленвала (мм) | 0,049 ÷ 0,211 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ровность поверхности прилегания ГБЦ (мм) | < 0,1 | 1.2 8v1.4 8v1.4 16v1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс A (мм) | 82,000 ÷ 82,010 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс В (мм) | 82,010 ÷ 82,020 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс С (мм) | 82,020 ÷ 82,030 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Конусность цилиндра (мм) | < 0,005 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Овальность цилиндра (мм) | < 0,05 | 1.9 Multijet |
| После расточки все гильзы цилиндра должны иметь одинаковый ремонтный размер. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение диаметра цилиндра (мм) | 0.1 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |

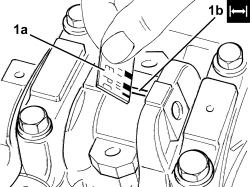
| На крышки подшипников нанесены насечки по возрастающей (от нуля до четырех при взгляде со стороны передней части двигателя), которые указывают место монтажа крышки. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка коренного подшипника | Болт | M12 | 2,4 ÷ 2,6 + 100° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр отверстий для шеек вала (мм) | 63,705 ÷ 63,718 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс A (мм) | 59,994 ÷ 60,000 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс В (мм) | 59,987 ÷ 59,993 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс С (мм) | 59,982 ÷ 59,986 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение диаметра коренных шеек коленвала (мм) | 0.127 | 1.9 Multijet |
| Уменьшение диаметра шеек вала ниже предписанного ремонтного размера отрицательно влияет на прочность коленвала (из-за соприкосновения шейки с вращающимися охватывающими деталями). Поэтому, если для ремонта необходима шлифовка более чем на 0,127 мм, то необходимо установить новый коленвал. Новый вал можно заказать через службу обеспечения запчастями. Вкладыши подшипников валов, отшлифованных более чем на 0,127 мм, в службе обеспечения запчастями заказывать запрещается (даже если номер соответствующей запасной части имеется в каталоге). |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс A (мм) | 50,799 ÷ 50,805 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс В (мм) | 50,793 ÷ 50,799 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс С (мм) | 50,787 ÷ 50,793 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное уменьшение диаметра шатунных шеек коленвала (мм) | 0.127 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |
| Уменьшение диаметра шеек вала ниже предписанного ремонтного размера отрицательно влияет на прочность коленвала (из-за соприкосновения шейки с вращающимися охватывающими деталями). Поэтому, если для ремонта необходима шлифовка более чем на 0,127 мм, то необходимо установить новый коленвал. Новый вал можно заказать через службу обеспечения запчастями. Вкладыши подшипников валов, отшлифованных более чем на 0,127 мм, в службе обеспечения запчастями заказывать запрещается (даже если номер соответствующей запасной части имеется в каталоге). |
| Если коленвал был отшлифован, то необходимо установить новые вкладыши подходящего ремонтного размера, чтобы уложиться в исходные допуски. |
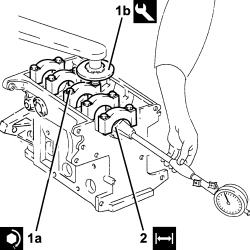
| Проверять шейки вала по одной, при этом положение коленвала не изменять. |

| На крышки подшипников нанесены насечки по возрастающей (от нуля до четырех при взгляде со стороны передней части двигателя), которые указывают место монтажа крышки. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка коренного подшипника | Болт | M12 | 2,4 ÷ 2,6 + 100° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |

| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор коренной подшипник - шейка коленвала (мм) | 0,011 ÷ 0,071 | 1.9 Multijet |
| В случае, если измеренное значение выходит за пределы допусков, заменить вкладыши коренных подшипников на другие вкладыши подходящих размеров и класса. |

| Измерение | Значение | Действительно для |
|---|---|---|
| Внутренний диаметр втулки верхней головки шатуна (мм) | 26,006 ÷ 26,012 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр бобышке поршня (мм) | 25,999 ÷ 26,004 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршневого пальца (мм) | 25,982 ÷ 25,987 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 1-го компрессионного кольца цилиндра (мм) | 0,20 ÷ 0,35 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 2-го компрессионного кольца цилиндра (мм) | 0,25 ÷ 0,50 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор замка маслосъемного поршневого кольца (мм) | 0,25 ÷ 0,50 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 1. Канавка (мм) | 2,080 ÷ 2,100 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 2. Канавка (мм) | 2,020 ÷ 2,040 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 3. Канавка (мм) | 2,020 ÷ 2,040 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 1-го компрессионного кольца цилиндра (мм) | 1,970 ÷ 1,995 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 2-го компрессионного кольца цилиндра (мм) | 1,970 ÷ 1,995 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина маслосъемного кольца поршня (мм) | 1,970 ÷ 1,990 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс A (мм) | 81,920 ÷ 81,930 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс В (мм) | 81,930 ÷ 81,940 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс С (мм) | 81,940 ÷ 81,950 | 1.9 Multijet |
| Измерять под прямым уголом к оси поршня на расстоянии 8 мм от нижней кромки юбки поршня. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор 1-го компрессионного кольца цилиндра (мм) | 0,0085 ÷ 0,130 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор 2-го компрессионного кольцао цилиндра (мм) | 0,025 ÷ 0,070 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор маслосъемного кольца поршня (мм) | 0,030 ÷ 0,070 | 1.3 Multijet1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка шатуна | Болт | M9 | 2,4 ÷ 2,6 + 60° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр головки шатуна (мм) | 53,897 ÷ 53,909 | 1.9 Multijet |
| Служба запчастей поставляет коленвал без вкладышей коренного подшипника, с "безремонтными"размерами шатунных и коренных шеек. Поэтому необходимо выбрать вкладыши подшипника коленвала в зависимости от класса размера шатунных и коренных шеек нового вала. |

| Пользуйтесь только указанными в списке кодами. Все остальные коды на задающем роторе использовать запрещается. |
| На крышки подшипников нанесены насечки по возрастающей (от нуля до четырех при взгляде со стороны передней части двигателя), которые указывают место монтажа крышки. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка коренного подшипника | Болт | M12 | 2,4 ÷ 2,6 + 100° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Оборот коленвала | 1.9 Multijet |
| При выборе вкладышей шатунных подшипников действовать так же, как в случае с коренными подшипниками. |
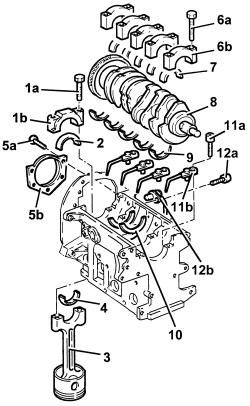
| Группы поршень-шатун должны быть установлены в блоке цилиндров таким образом, чтобы камера сгорания в поршне указывала на сторону впускных клапанов. |
| Крышки должны быть установлены так, чтобы выбитые на них номера смотрели в ту же сторону, что и номера на головках шатунов (сторона впускных клапанов). |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка шатуна | Болт | M9 | 2,4 ÷ 2,6 + 60° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |

| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей шатунных подшипников - класс A (красный) (мм) | 1,527 ÷ 1,531 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей шатунных подшипников - класс В (синий) (мм) | 1,530 ÷ 1,534 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей шатунных подшипников - класс С (желтый) (мм) | 1,533 ÷ 1,537 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор шатунный подшипник - шатунная шейка коленвала (мм) | 0,030 ÷ 0,056 | 1.9 Multijet |
| Крышки должны быть установлены таким образом, чтобы выбитые на них номера указывали в ту же сторону, что и номера на головках шатунов (сторона впускных клапанов). |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка шатуна | Болт | M9 | 2,4 ÷ 2,6 + 60° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Вращение коленвала | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Задняя крышка коленвала на картере коленвала | Болт (подлежащий замене) | M6 | 0,8 ÷ 1,0 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
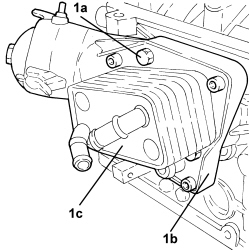
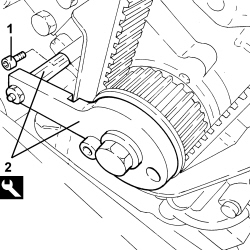
| Кронштейн теплообменника масло/ОЖ | Болт | M10 | 4,5 ÷ 5,5 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
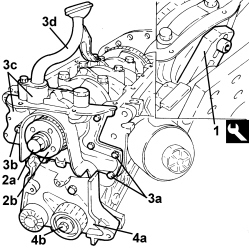
| Передняя масляная уплотнительная крышка коленвала | Болт (подлежащий замене) | M6 x 1 x 22 | 0,8 ÷ 1,0 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Передняя масляная уплотнительная крышка коленвала | Болт | M6 x 1 x 35 | 0,8 ÷ 1,0 | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860816000 | Приспособление для установки | Установка масляного уплотнительного кольца масляного насоса | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Приводной зубчатый шкив | Болт с левой резьбой | M16 | 32,3 ÷ 35,7 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Кронштейн подвижного натяжителя ремня ГРМ | Болт | M12 | 2,8 ÷ 3,1 + 40° +/- 2° | 1.9 Multijet |
| Валик герметика не должен иметь разрывов. |
| При установке масляного поддона избегать повреждений валика герметика. |
| Работы по установке должны быть завершены в течение 10 минут после нанесения герметика. |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Масляный поддон | Боковые болты | M8 | 2,2 ÷ 2,7 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Масляный поддон | Болты со стороны КП и ГРМ | M6 | 0,8 ÷ 1,0 | 1.9 Multijet |
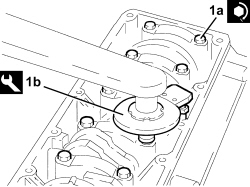
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860833000 | Ключ | Ослабление/затягивание крепежных болтов масляного поддона на стороне КП и ГРМ | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Кронштейн компрессора | Болт | M6 x 1,25 x 85 | 4,5 ÷ 5,5 | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1820253000 | Крепление индикатора часового типа | Расчет выступания/углубления клапанов по отношению к поверхности ГБЦ | 1.9 Multijet |

| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина прокладки ГБЦ со средним значением максимального выступания поршней (мм) | Выступание0,014 ÷ 0,104Толщина (без насечки)0,770 ÷ 0,870 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина прокладки ГБЦ со средним значением максимального выступания поршней (мм) | Выступание0,105 ÷ 0,205Толщина (одна насечка)0,870 ÷ 0,970 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина прокладки ГБЦ со средним значением максимального выступания поршней (мм) | Выступание0,206 ÷ 0,294Толщина (две насечки)0,970 ÷ 1,070 | 1.9 Multijet |
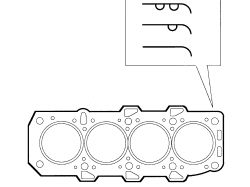
| Прокладка ГБЦ изготовлена из материала ASTADUR. Этот материал при работе двигателя полимеризируется, так что со временем ее жесткость значительно возрастает. Для обеспечения условий для полимеризации:- прокладка должна оставаться в упаковке до момента установки;- на прокладку и поверхности прилегания запрещается загрязнять маслом или смазывать; |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| ГБЦ | Болт | M12 | 6,5 + 90° + 90° + 90° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Для достижения момента 6,5 даНм необходимо сначала выполнить затяжку моментом 2,0 даНм, а затем увеличить момент на 4,5 даНм. |

| Соблюдать указанную на рисунке последовательность затяжки болтов для каждого этапа проводимых работ. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Клапанная крышка | Болт | M6 | 0,8 ÷ 1,0 | 1.2 8v1.4 8v1.3 Multijet1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Кронштейн ТНВД | Болт (подлежащий замене) | M8 | 2,3 ÷ 2,8 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Магистраль от ТНВД к топливной рампе - сторона топливной рампы | Соединение | M14 | 2,2 ÷ 2,4 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Магистраль от ТНВД к топливной рампе - сторона ТНВД | Соединение | M12 | 2,2 ÷ 2,4 | 1.9 Multijet |
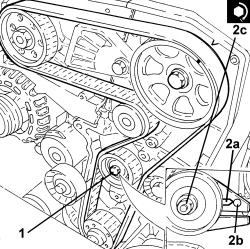
| Для установки центрирующего стержня в приводной шкив зубчатого ремня распределительного вала медленно проворачивать коленчатый вал. |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 2000003000 | Контрольный калибр | Регулировка фаз газораспределения двигателя | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Подвижный натяжитель ремня ГРМ | Гайка | M8 | 2,3 ÷ 2,8 | 1.9 Multijet |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Подвижный натяжитель ремня ГРМ | Гайка | M8 | 2,3 ÷ 2,8 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Неподвижная опора силового агрегата со стороны ГРМ к картеру коленчатого вала | Болт | M10 | 4,5 ÷ 5,5 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Неподвижный натяжитель навесных агрегатов | Болт | M8 | 2,2 ÷ 2,7 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Шкив коленчатого вала для привода навесных агрегатов | Болт | M8 | 2,3 ÷ 2,8 |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Группа турбонагнетателя и выпускного коллектора - сторона ГБЦ | Гайка | M8 | 2,2 ÷ 2,7 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Обратная масляная магистраль турбонагнетателя - сторона картера коленчатого вала | Болт | M8 | 2,2 ÷ 2,7 | 1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Магистраль подачи моторного масла к турбонагнетателю - со стороны картера коленчатого вала | Соединение | M12 | 2,2 ÷ 2,7 | 1.9 Multijet |