199000406 - 1004E20 ДВИГАТЕЛЬ - РАЗБОРКА И СБОРКА ПОСЛЕ ВЫПОЛНЕНИЯ РАБОТЫ 1004E10 - ОЧИСТКА И ПРОВЕРКА СНЯТЫХ ДЕТАЛЕЙ - ОБРАТНАЯ УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ и МАСЛЯНОГО ПОДДОНА - БЕЗ ПРОВЕДЕНИЯ РАБОТ НА ГБЦ И НАВЕСНЫХ АГРЕГАТАХ
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Вращение коленвала | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860815000 | Фланец | Вращение коленвала | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Осевой зазор коленвала (мм) | 0,049 ÷ 0,211 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ровность поверхности прилегания ГБЦ (мм) | < 0,1 | 1.2 8v1.4 8v1.4 16v1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс A (мм) | 82,000 ÷ 82,010 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс В (мм) | 82,010 ÷ 82,020 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр цилиндра - класс С (мм) | 82,020 ÷ 82,030 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Конусность цилиндра (мм) | < 0,005 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Овальность цилиндра (мм) | < 0,05 | 1.9 Multijet |
| После расточки все гильзы цилиндра должны иметь одинаковый ремонтный размер. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение диаметра цилиндра (мм) | 0.1 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |

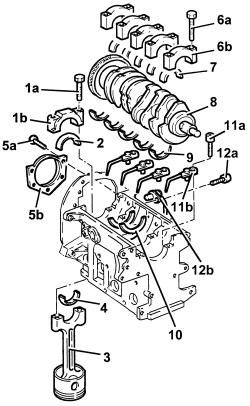
| На крышки подшипников нанесены насечки по возрастающей (от нуля до четырех при взгляде со стороны передней части двигателя), которые указывают место монтажа крышки. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка коренного подшипника | Болт | M12 | 2,4 ÷ 2,6 + 100° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр отверстий для шеек вала (мм) | 63,705 ÷ 63,718 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс A (мм) | 59,994 ÷ 60,000 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс В (мм) | 59,987 ÷ 59,993 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс С (мм) | 59,982 ÷ 59,986 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение диаметра коренных шеек коленвала (мм) | 0.127 | 1.9 Multijet |
| Уменьшение диаметра шеек вала ниже предписанного ремонтного размера отрицательно влияет на прочность коленвала (из-за соприкосновения шейки с вращающимися охватывающими деталями). Поэтому, если для ремонта необходима шлифовка более чем на 0,127 мм, то необходимо установить новый коленвал. Новый вал можно заказать через службу обеспечения запчастями. Вкладыши подшипников валов, отшлифованных более чем на 0,127 мм, в службе обеспечения запчастями заказывать запрещается (даже если номер соответствующей запасной части имеется в каталоге). |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс A (мм) | 50,799 ÷ 50,805 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс В (мм) | 50,793 ÷ 50,799 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр шатунных шеек коленвала - класс С (мм) | 50,787 ÷ 50,793 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное уменьшение диаметра шатунных шеек коленвала (мм) | 0.127 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |
| Уменьшение диаметра шеек вала ниже предписанного ремонтного размера отрицательно влияет на прочность коленвала (из-за соприкосновения шейки с вращающимися охватывающими деталями). Поэтому, если для ремонта необходима шлифовка более чем на 0,127 мм, то необходимо установить новый коленвал. Новый вал можно заказать через службу обеспечения запчастями. Вкладыши подшипников валов, отшлифованных более чем на 0,127 мм, в службе обеспечения запчастями заказывать запрещается (даже если номер соответствующей запасной части имеется в каталоге). |
| Если коленвал был отшлифован, то необходимо установить новые вкладыши подходящего ремонтного размера, чтобы уложиться в исходные допуски. |
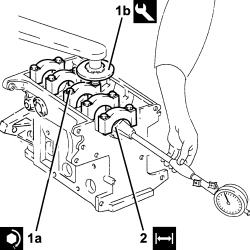
| Проверять шейки вала по одной, при этом положение коленвала не изменять. |

| На крышки подшипников нанесены насечки по возрастающей (от нуля до четырех при взгляде со стороны передней части двигателя), которые указывают место монтажа крышки. |

| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка коренного подшипника | Болт | M12 | 2,4 ÷ 2,6 + 100° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |

| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор коренной подшипник - шейка коленвала (мм) | 0,011 ÷ 0,071 | 1.9 Multijet |
| В случае, если измеренное значение выходит за пределы допусков, заменить вкладыши коренных подшипников на другие вкладыши подходящих размеров и класса. |

| Измерение | Значение | Действительно для |
|---|---|---|
| Внутренний диаметр втулки верхней головки шатуна (мм) | 26,006 ÷ 26,012 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр бобышке поршня (мм) | 25,999 ÷ 26,004 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршневого пальца (мм) | 25,982 ÷ 25,987 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 1-го компрессионного кольца цилиндра (мм) | 0,20 ÷ 0,35 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 2-го компрессионного кольца цилиндра (мм) | 0,25 ÷ 0,50 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор замка маслосъемного поршневого кольца (мм) | 0,25 ÷ 0,50 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 1. Канавка (мм) | 2,080 ÷ 2,100 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 2. Канавка (мм) | 2,020 ÷ 2,040 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Канавка кольца на поршне - 3. Канавка (мм) | 2,020 ÷ 2,040 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 1-го компрессионного кольца цилиндра (мм) | 1,970 ÷ 1,995 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 2-го компрессионного кольца цилиндра (мм) | 1,970 ÷ 1,995 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина маслосъемного кольца поршня (мм) | 1,970 ÷ 1,990 | 1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс A (мм) | 81,920 ÷ 81,930 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс В (мм) | 81,930 ÷ 81,940 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс С (мм) | 81,940 ÷ 81,950 | 1.9 Multijet |
| Измерять под прямым уголом к оси поршня на расстоянии 8 мм от нижней кромки юбки поршня. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор 1-го компрессионного кольца цилиндра (мм) | 0,0085 ÷ 0,130 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор 2-го компрессионного кольцао цилиндра (мм) | 0,025 ÷ 0,070 | 1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Боковой зазор маслосъемного кольца поршня (мм) | 0,030 ÷ 0,070 | 1.3 Multijet1.9 Multijet |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Крышка шатуна | Болт | M9 | 2,4 ÷ 2,6 + 60° | 1.9 Multijet |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
| 1860942000 | Угломер | Затяжка болтов доворотом на угол |