199000406 - 1004E20 ДВИГАТЕЛЬ - РАЗБОРКА И СБОРКА ПОСЛЕ ВЫПОЛНЕНИЯ РАБОТЫ 1004E10 - ОЧИСТКА И ПРОВЕРКА СНЯТЫХ ДЕТАЛЕЙ - ОБРАТНАЯ УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ и МАСЛЯНОГО ПОДДОНА - БЕЗ ПРОВЕДЕНИЯ РАБОТ НА ГБЦ И НАВЕСНЫХ АГРЕГАТАХ

| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
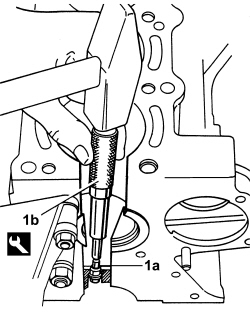
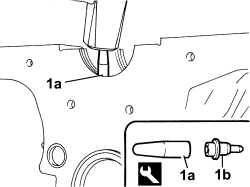
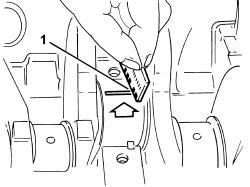
| 1870718000 | Нож | Прорезать герметик |

| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
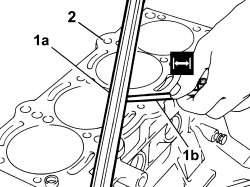
| 2000004500 | Контрольный калибр | Отрегулировать фазы газораспределения коленвала | 1.2 8v1.4 8v1.4 16v |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
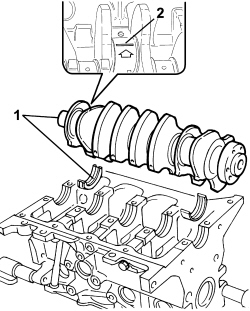
| 1860815000 | Фланец | Оборот коленвала | 1.4 16v1.3 Multijet |
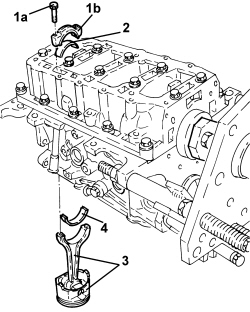
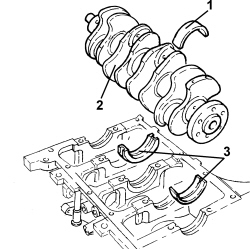
| На донышке поршня находится стрелка, которая смотрит в направлении управления клапанами и задает направление установки.Разъем нижнего подшипника шатуна выполнен методом "КОНСТРУКТИВНОГО РАЗЛОМА" и поэтому соединяется единственным способом; кроме того, на разъеме есть штамп с номером положения цилиндра |
| Измерение | Значение | Действительно для |
|---|---|---|
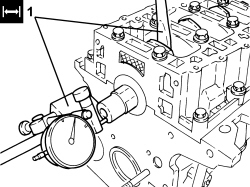
| Осевой зазор коленвала (мм) | 0,155 ÷ 0,355 | 1.4 16v |
| В случае, если осевой зазор коленвала не укладывается в заданную норму, необходимо доработать места посадки картера коленвала перед повторной установкой. Кроме того, для среднего вкладыша коренного подшипника необходимо использовать вкладыши осевой фиксации с превышением размера. |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
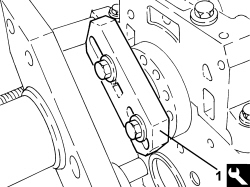
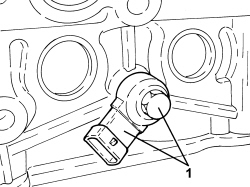
| 1860395000 | Оправка | Снятие масляных форсунок | 1.2 8v1.4 8v1.4 16v |
| Установить отверстие направляющей оправки на поверхность форсунки, чтобы предотвратить соскальзывание ударника во время снятия и повреждения гильзы цилиндра. |
| При повторной установке используйте новые форсунки. |
| Инструмент | Обозначение | Назначение | Действительно для |
|---|---|---|---|
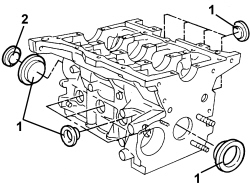
| 1860313000 | Приспособление для установки | Установка масляных распылительных форсунок | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ровность поверхности прилегания ГБЦ (мм) | < 0,1 | 1.2 8v1.4 8v1.4 16v1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| диаметр цилиндра - класс A (мм) | 72,000 ÷ 72,010 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| диаметр цилиндра - класс В (мм) | 72,010 ÷ 72,020 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| диаметр цилиндра - класс С (мм) | 72,020 ÷ 72,030 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Овальность цилиндра (мм) | +/- 0,05 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Конусность цилиндра (мм) | +/- 0,005 | 1.2 8v1.4 8v1.4 16v |
| После обтачивания все гильзы цилиндра должны быть одинаковых размеров. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение диаметра цилиндра (мм) | 0.1 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс A (мм) | 47,997 ÷ 48,003 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс В (мм) | 47,988 ÷ 47,994 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр коренных шеек коленвала - класс С (мм) | 47,982 ÷ 47,988 | 1.4 8v1.4 16v |
| Коленвал азотирован Поэтому после обработки необходимо произвести мягкое азотирование вала и измерить. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное уменьшение диаметра коренных шеек коленвала (мм) | 0.127 | 1.2 8v1.4 8v1.4 16v1.3 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| шатунных шеек коленвала (мм) | 41,990 ÷ 42,008 | 1.2 8v1.4 8v1.4 16v |
| Коленвал азотирован Поэтому после обработки необходимо произвести мягкое азотирование вала и измерить. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное уменьшение диаметра шатунных шеек коленвала (мм) | 0.127 | 1.2 8v1.4 8v1.4 16v1.3 Multijet1.9 Multijet |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей коренного подшипника - класс 1 (красный) (мм) | 1,836 ÷ 1,840 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей коренного подшипника - класс 2 (синий) (мм) | 1,843 ÷ 1,847 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина вкладышей коренного подшипника - класс 3 (желтый) (мм) | 1,848 ÷ 1,852 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Размер ниже положенного вкладышей коренных подшипников (мм) | 0.127 | 1.4 16v |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
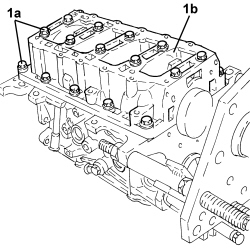
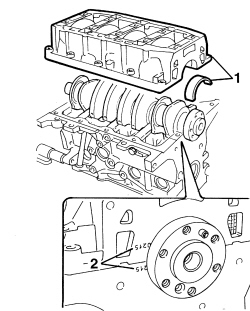
| Картер коленчатого вала | Средний болт | M10 | 1,9 ÷ 2,1 + 87° + 93° | 1.4 16v |
| Узел | Крепление | Ø | Значение (даНм) | Действительно для |
|---|---|---|---|---|
| Картер коленчатого вала | Боковой болт | M10 | 2,8 ÷ 3,2 | 1.4 16v |
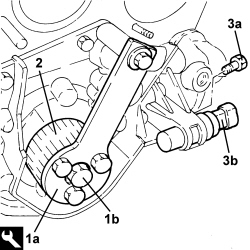
| Проверять коренные шейки вала по одной, при этом не изменять положение коленвала. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор коренного подшипника - шейки коленвала (мм) | 0,025 ÷ 0,040 | 1.2 8v1.4 8v1.4 16v |
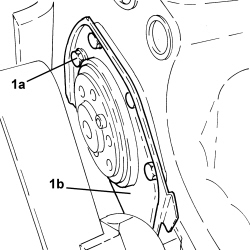
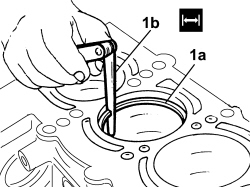
| На поверхность нижней части картера коленвала нанести непрерывный валик герметика толщиной 2 мм. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс A (мм) | 71,960 ÷ 71,970 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс В (мм) | 71,970 ÷ 71,980 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршня - класс С (мм) | 71,980 ÷ 71,990 | 1.4 8v1.4 16v |
| Измерять отвесно по отношению к оси поршня на расстоянии в 9 мм от нижнего края корпуса поршня. |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор между поршнем и рабочей втулкой (мм) | 0,030 ÷ 0,050 | 1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Диаметр отверстия поршневого пальца (мм) | 17,982 ÷ 17,986 | 1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Наружный диаметр поршневых пальцев (мм) | 17,970 ÷ 17,974 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 1. компрессионного поршневого кольца (мм) | 0,970 ÷ 0,990 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 2. компрессионного поршневого кольца (мм) | 1,170 ÷ 1,190 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Толщина 3. компрессионного поршневого кольца (мм) | 1,975 ÷ 1,990 | 1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Ремонтное увеличение толщины компрессионного кольца (мм) | 0.1 | 1.2 8v1.4 8v1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор 1. компрессионного поршневого кольца (мм) | 0,20 ÷ 0,40 | 1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 2-го компрессионного поршневого кольца (мм) | 0,25 ÷ 0,45 | 1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|
| Зазор в замке 3-го компрессионного поршневого кольца (мм) | 0,20 ÷ 0,40 | 1.4 16v |
| Измерение | Значение | Действительно для |
|---|---|---|