199000945 - 2110B34 MANUAL GEARBOX (6 SPEED) WITH DIFFERENTIAL - DISMANTLING AND REASSEMBLY - WASH, CHECK COMPONENTS, REPLACE SYNCHRONIZERS AND INTERNAL CONTROLS

Removing
(
Refitting
)
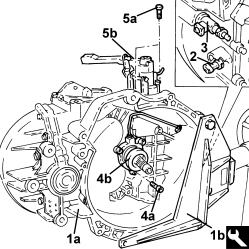
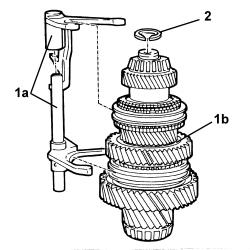
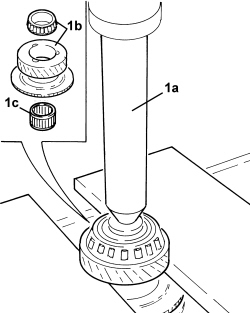
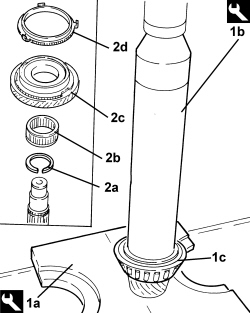
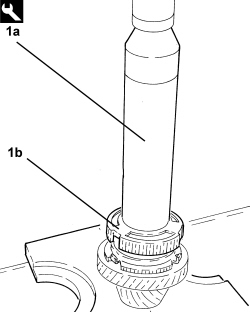
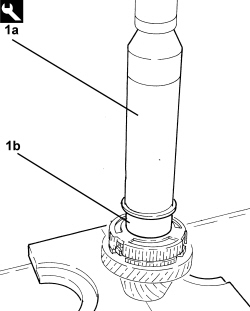
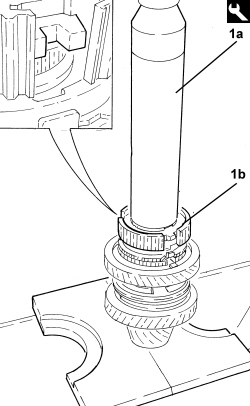
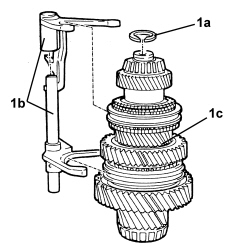
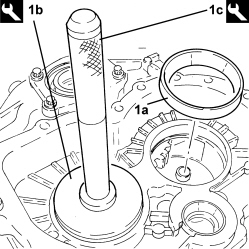
1. Fit the gearbox (1a) on the overhaul stand using the tool (1b).
| Tool | Description | Function | Validity |
|---|
| 1870001014 | Mount | Gearbox support for overhaul stand | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
2. Undo the reverse sensor and remove it.3. Adjust the retaining clip and remove the three-way connector.4. Undo the bolts (4a) and remove clutch coaxial actuator (4b).5. Undo the bolts (5a) and remove the gear selection and engagement unit (5b).
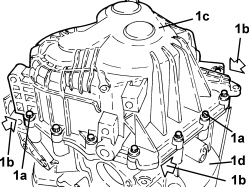
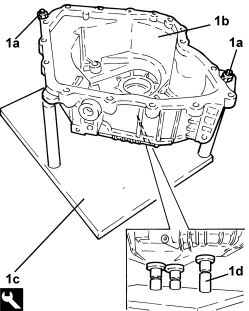
1. Undo the bolts (1a), remove the sealant working at the three points (1b) and remove the gearbox casing (1c) from the clutch casing (1d).- Clean the support surfaces between the gearbox casing and the clutch casing thoroughly.
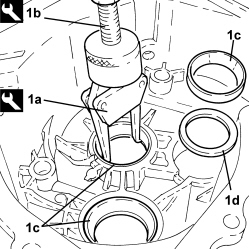
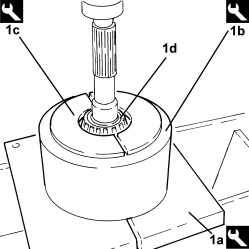
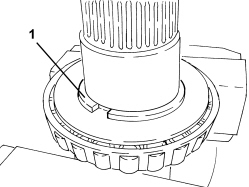
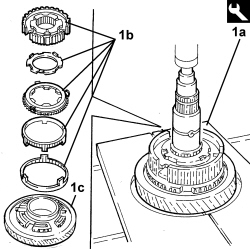
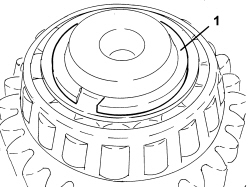
1. Using the tools (1a) and (1b) remove the outer races (1c) and the scraper rings (1d) for the main shaft and the layshafts.| Tool | Description | Function | Validity |
|---|
| 1870655000 | Extractor | Removing differential taper bearing race | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1840206001 | Mallet | Removing bearing outer races | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
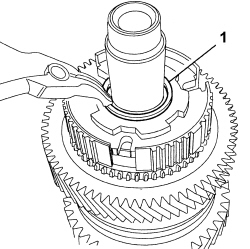
1. Undo the bolt fixing the rear bearing to the main shaft using the special tool for counter-torque.| Tool | Description | Function | Validity |
|---|
| 1870853000 | Lever | Main shaft rotation | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
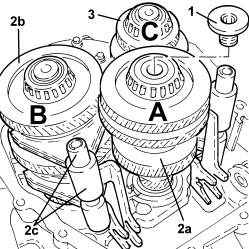
2. Remove the main shaft (2a), the layshaft (2b) and the selector forks (2c) from their housing.3. Remove the second layshaft from its housing.
PROCEED WITH DISMANTLING THE CLUTCH CASING AS DESCRIBED BELOW.1. Using the tools (1a) and (1b) remove the outer races (1c) for the front bearings for the main shaft and the layshafts.| Tool | Description | Function | Validity |
|---|
| 2000005400 | Extractor | Removing bearing outer races | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1840206001 | Mallet | Removing bearing outer races | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
2. Remove the main shaft seal from the clutch casing.
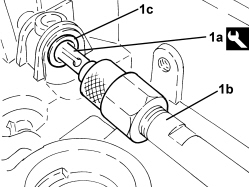
1. Using the extractor (1a) and a suitable mallet (1b), remove the bearing for the gear selector shaft (1c).| Tool | Description | Function | Validity |
|---|
| 1840207812 | Extractor | Removing bearings | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
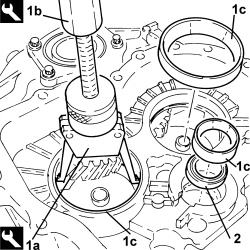
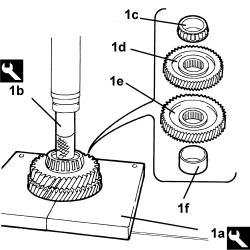
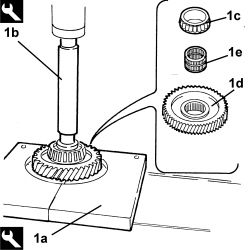
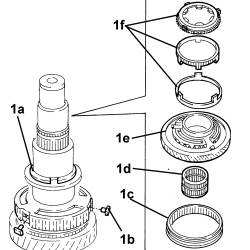
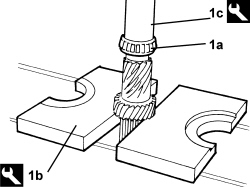
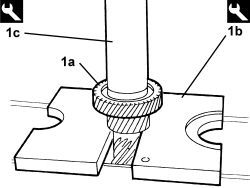
PROCEED WITH DISMANTLING THE MAIN SHAFT (A) AS DESCRIBED BELOW.1. On the hydraulic press using tools (1) and (1b) remove the rear bearing (1c), the 6th speed gear (1d), the 4th speed gear (1e) and the spacer (1f).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 2000004700 | Fitting tool | Removing/ refitting bearings | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
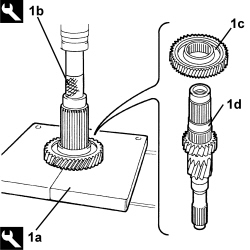
1. On the hydraulic press, using the tools (1a) and (1b), remove the 3rd and 5th speed drive gear (1c) from the main shaft (1d). | The main shaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 2000004700 | Fitting tool | Removing/ refitting bearings | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
1. On the hydraulic press, using the tools (1a), (1b) and (1c), remove the front bearing (1d). | The main shaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1846017000 | Half-rings | Half-rings for reaction in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1846001001 | Half-rings | Half-rings for removing bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
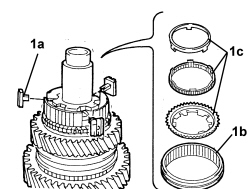
PROCEED WITH DISMANTLING THE LAYSHAFT (B) AS DESCRIBED BELOW.1. Remove the gear selector forks (1a) from the layshaft (1b).2. Remove the rear bearing circlip.
1. On the hydraulic press using tools (1) and (1b) remove the rear bearing (1c), the 4th speed gear (1d) and the needle bearing (1e).| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1870447000 | Reaction pin | Removing bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
1. Remove the 4th speed synchronizer ring assembly.2. Remove the 3rd and 4th speed sliding engagement sleeve.3. Remove the pre-synchronizer mountings.
1. Remove the sliding sleeve hub circlip.
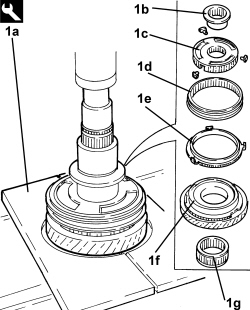
1. Remove the 3rd and 4th speed sliding sleeve hub (1a), the 3rd speed synchronizer ring assembly (1b) and the 3rd speed driven gear (1c) using a hydraulic press and tool (1d). | The layshaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
2. Remove the needle bearing.
1. Remove the spacer circlip.
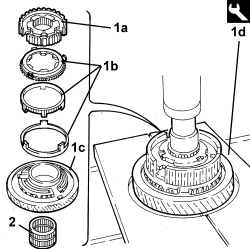
1. On the press, using the tool (1a), remove the spacer (1b), the presynchronizer mountings (1c), the sliding sleeve (1d), the reverse synchronizer rings (1e), the reverse gear (1f) and the needle bearing (1g).| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
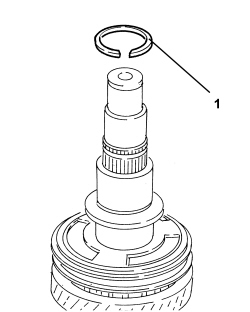
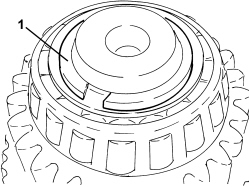
1. Remove the front bearing circlip.
1. On press, remove the front bearing using a suitable extractor. | The layshaft should be supported at the bottom during this operation. |
PROCEED WITH DISMANTLING THE SECOND LAYSHAFT (C) AS DESCRIBED BELOW.1. Remove the circlip.
1. On the press, using the tool (1a), remove the 6th speed gear and bearing (1b) and the needle bearing (1c). | The second layshaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|
| 2000004700 | Fitting tool | Removing/ refitting bearings | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
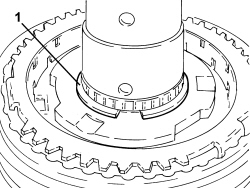
1. Remove the synchronizer circlip.
1. On the press, using the tool (1a), remove the 5th and 6th speed synchronizer (1b) and the 5th speed gear (1c).| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
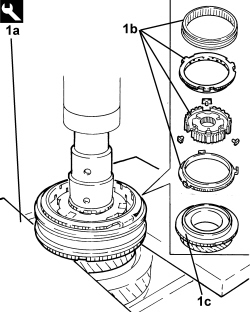
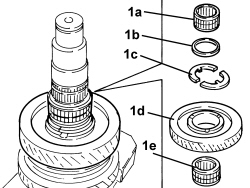
1. Release the needle bearing (1a) and remove the spacer (1b), the two half rings (1c), the 2nd speed gear and the needle bearing (1e).
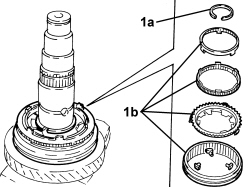
1. Remove the circlip (1a) and the 1st and 2nd speed synchronizer rings (1b).
1. On the press, using the tool (1a), remove the 1st and 2nd speed synchronizer (1b) and the 1st speed gear (1c).| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
1. Remove the bearing with a double row of rollers.
1. On press, remove the front bearing using a suitable extractor. | The second layshaft should be supported at the bottom during this operation. |
Refitting
(
Removing
)
PROCEED WITH REASSEMBLING THE SECOND LAYSHAFT (C) AS DESCRIBED BELOW. | If the bearing, 1st speed gear or the presynchroniser are replaced, the thickness of the new circlip must be calculated as described below.Calculate the difference in thickness between the old and new components.The value of the difference should be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted.A circlip set is available from Parts. |
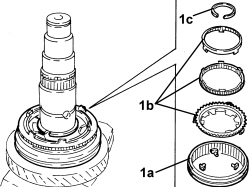
1. Position the two bearings (1a), the 1st speed gear (1b), the 1st and 2nd speed synchronizer rings (1c) and the ring nut (1d) on the second layshaft and fit them on the hydraulic press.
1. Fit the sleeve and three presynchronizer mountings (1a), the 1st and 2nd speed synchronizer rings (1b) and the calibrated circlip (1c).
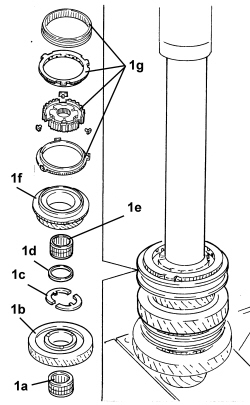
1. Position the bearing (1a), the 2nd speed gear (1b), the two half rings (1c), the spacer (1d), the needle bearing (1e), the 5th speed gear (1f) and the 5th and 6th speed synchronizer assembly on the second layshaft and fit them on the hydraulic press.
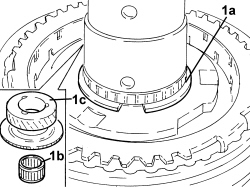
1. Fit the circlip (1a), the needle bearing (1b) and the 6th speed gear (1c).
| If replacing the rear bearing, calculate the thickness of the calibrated circlip as described below.Calculate the difference in thickness between the new and old rear bearig and add to or subtract from the thickness of the removed circlip.A circlip set is available from Parts. |
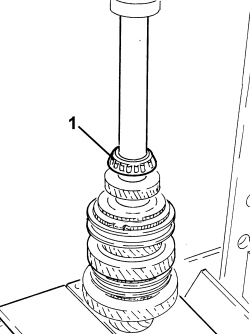
1. Fit the rear bearing on the press.
1. Fit the rear bearing circlip.
PROCEED WITH REASSEMBLING THE LAYSHAFT (B) AS DESCRIBED BELOW. | If replacing the thrust bearing, calculate the thickness of the new calibrated circlip as described below.Calculate the difference in thickness between the old and new thrust bearing. The value of the difference should be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted. A circlip kit is available as spares. |
1. On the press, use tools (1a) and (1b) to fit the thrust bearing (1c).| Tool | Description | Function | Validity |
|---|
| 2000005000 | Plate | Reaction plate in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
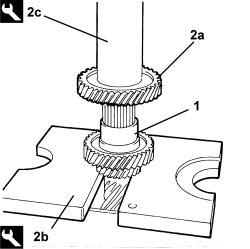
2. Fit the circlip (2a), the needle bearing (2b), reverse gear (2c) and the synchronizer ring (2d).
1. On the press, using the tool (1a), fit the synchronizer sliding sleeve (1b).| Tool | Description | Function | Validity |
|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
1. On the press, using the tool (1a), fit the spacer (1b).| Tool | Description | Function | Validity |
|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
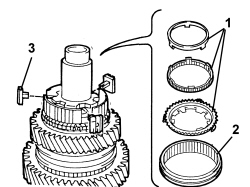
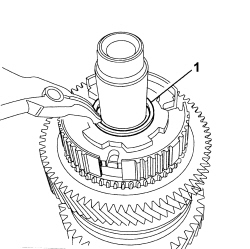
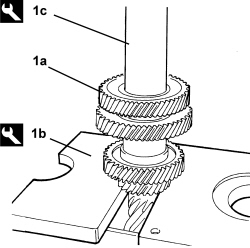
1. Fit a new circlip (1a), the three presynchronizer mountings (1b), the sliding sleeve for reverse gear (1c), the needle bearing (1d), the 3rd speed gear (1e) and the three synchronizer rings (1f).
1. On the press, using the tool (1a), fit the synchronizer ring nut (1b). Pay attention that the teeth shown in the diagram are in the correct position.| Tool | Description | Function | Validity |
|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
1. Fit the synchronizer circlip.
1. Fit the three presynchronizer mountings (1a) and the sleeve (1b) complete with seals (1c).
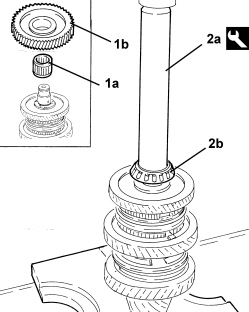
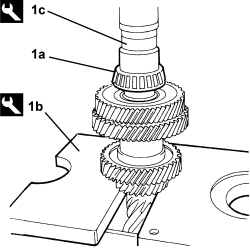
1. Fit the needle bearing (1a) and the 4th speed gear (1b).2. On the press, using the tool (2a), fit the rear bearing (2b).| Tool | Description | Function | Validity |
|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
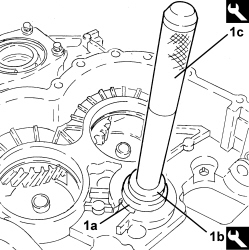
1. Fit a new circlip (1a) retaining the rear bearing and position the forks (1b) on the layshaft (1c).
| If the rear bearing or the 4th speed gear is being replaced, the thickness of the new circlip must be calculated in the way described below. Calculate the difference in size between the new and old components. This value be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted. A circlip kit is available as spares. |
PROCEED WITH REASSEMBLIN THE MAIN SHAFT (A) AS DESCRIBED BELOW.1. On the press, using the tools (1b) and (1c), fit the front bearing (1a).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.4 16v1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. On the press, using the tools (1b) and (1c), fit the 3rd and 5th speed drive gear (1a).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.4 16v1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. Fit the spacer.2. On the press, using the tools (2b) and (2c), fit the 4th speed drive gear (2a).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.4 16v1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. On the press, using the tools (1b) and (1c), fit the 6th speed drive gear (1a).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.4 16v1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. On the press, using the tools (1b) and (1c), fit the rear bearing (1a).| Tool | Description | Function | Validity |
|---|
| 1860837000 | Plate | Plate for support in the press | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1860824000 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
PROCEED WITH REASSEMBLING THE CLUTCH CASING AS DESCRIBED BELOW.1. Fit the main shaft front bearing outer race (1a) using tools (1b) and (1c).| Tool | Description | Function | Validity |
|---|
| 2000005100 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1870007000 | Grip | Fitting differential mount bearing outer racesFitting main shaft oil seal on gearbox to engine mountFitting oil seal on differential coverFitting bearing on differential | 1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.2 8v1.4 8v1.4 16v1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. Fit the layshaft front bearing outer races (1a) using tools (1b) and (1c).| Tool | Description | Function | Validity |
|---|
| 2000004600 | Fitting tool | Fitting bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1870007000 | Grip | Fitting differential mount bearing outer racesFitting main shaft oil seal on gearbox to engine mountFitting oil seal on differential coverFitting bearing on differential | 1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.2 8v1.4 8v1.4 16v1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
1. Fit the bearing for the gear selector and engagement shaft (1a) in its housing using the tools (1b) and (1c).| Tool | Description | Function | Validity |
|---|
| 2000004900 | Fitting tool | Fitting selector bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1874365000 | Grip | Fit the bearing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
- Fit the main shaft and the two layshafts complete with forks in their housings in the clutch casing.
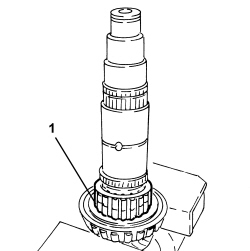
PROCEED WITH DETERMINING THE SIZE OF THE SCRAPER RINGS AS DESCRIBED BELOW.1. Tighten the main shaft rear bearing retaining bolt to the recommended torque using the special tool for counter-torque.| Tool | Description | Function | Validity |
|---|
| 1870853000 | Lever | Main shaft rotation | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|
| Main shaft rear bearing | Bolt | M8 x 1.5 | 5.0 ÷ 7.0 | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
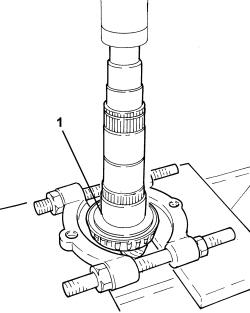
2. Fit the outer races on the gearbox shafts.
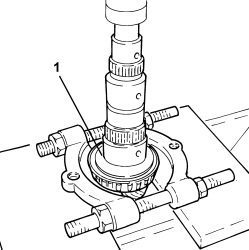
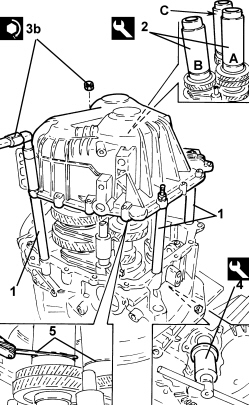
1. Tighten the rods with the spacers to the clutch casing.2. Fit the three gauges on the three gearbox shafts.| Tool | Description | Function | Validity |
|---|
| 2000002000 | Gearbox overhaul kit | Calculating thickness of thrust rings | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
3. Fit the gearbox casing (3a) on the rods fitted previously and tighten the nuts (3b) to a torque of 25 Nm starting with tightening the nuts by the centering bushes.4. Rotate the gearbox main and layshafts through about twenty revolutions using the special tool.| Tool | Description | Function | Validity |
|---|
| 1870853000 | Lever | Main shaft rotation | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
5. Measure the gap between the two cylinders for each of the three shafts using a feeler gauge.- Determine the size of the new scraper ring for the main shaft (A) by subtracting the maximum permitted clearance of 0.10 mm from the reading taken previously using the feeler gauge.- Determine the size of the new scraper ring for the layshaft (B) by adding the maximum pre-loading of 0.20 mm to the reading taken previously using the feeler gauge.- Determine the size of the new scraper ring for the second layshaft (C) by adding the maximum pre-loading of 0.30 mm to the reading taken previously using the feeler gauge.
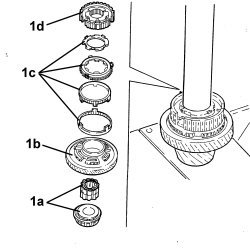
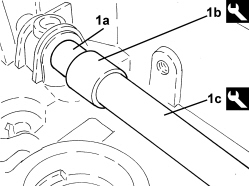
- Remove the gearbox casing and all the components for the tool from the clutch casing.1. Fit the gearbox casing (1b) on the tool (1c) using two nuts (1a) taking care to position the three studs (1d) by the three shaft housings.| Tool | Description | Function | Validity |
|---|
| 2000005700 | Gearbox casing support frame | Fitting bearing outer races on gearbox casing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
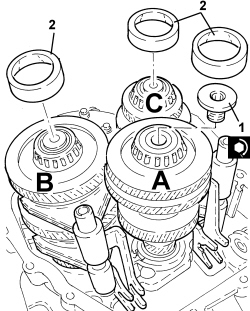
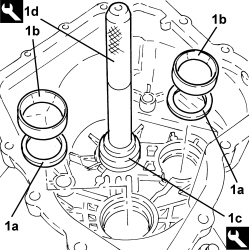
1. Fit the three new scraper rings (1a) and the outer races for the main and layshaft rear bearings (1b) using the tools (1c) and (1d).| Tool | Description | Function | Validity |
|---|
| 2000005200 | Fitting tool | Fitting bearing outer races on gearbox casing | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
| Tool | Description | Function | Validity |
|---|
| 1870007000 | Grip | Fitting differential mount bearing outer racesFitting main shaft oil seal on gearbox to engine mountFitting oil seal on differential coverFitting bearing on differential | 1.3 Multijet 75 CV1.3 Multijet 90 CV 5 speed1.2 8v1.4 8v1.4 16v1.9 Multijet1.3 Multijet 90 CV 6 speed1.4 16v TJet |
- Apply the LOCTITE 510 sealant to the entire matching surface between the gearbox casing and the clutch casing.- Remove the gearbox casing from the support tool and fit it on the clutch casing tightening the bolts to the recommended torque.| Component | Fastening | dia | Value (daNm) | Validity |
|---|
| Gearbox casing | Bolt | M8 | 2.2 | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
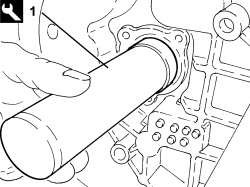
1. Fit a new main shaft oil seal on the clutch casing using the special fitting tool.| Tool | Description | Function | Validity |
|---|
| 2000004800 | Fitting tool | Fitting main shaft sealing ring | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
- Fit the gear selector and engagement assembly on the clutch casing tightening the bolts to the recommended torque.| Component | Fastening | dia | Value (daNm) | Validity |
|---|
| Gear selection and engagement assembly | Bolt | M8 | 2.0 | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
- Fit the clutch control coaxial actuator to the clutch casing tightening the bolts to the recommended torque.| Component | Fastening | dia | Value (daNm) | Validity |
|---|
| Coaxial actuator | Bolt | M6 | 0.6 | 1.9 Multijet1.3 Multijet 90 CV 6 speed |
- Connect the three-way connector to the oil pipe for the coaxial actuator and to the clutch casing.- Undo the fastenings and remove the gearbox and differential from the support tool.- Remove the support tool from the overhaul stand.