312002687 - INTRODUCTION - PANELS AND FRAME
VEHICLE REPAIRS
Vehicle identification data
The vehicle is equipped with the following identification plates:
- 1. V.I.N. Plate
- 2. Body marking
- 3. Body paintwork identification plate.
- 4. Engine marking
For further information see the Technical Data section: Vehicle introduction (Identification plate)Vehicle towing points
The vehicle is equipped with two threaded seats, one at the front and one at the rear, for the installation of the tow hook present in the housing inside the spare wheel, located in the boot under the carpet.Front threaded seatRear threaded seat | When towing the vehicle, it is compulsory to respect specific highway code regulations relating to the tow hook and procedures for towing on the road. Clean the threaded seat carefully before tightening the hook. Before towing, make sure that the tow hook is fully tightened. Ensure that the electronic key is inserted in the TEG Reader If the key is extracted, the steering lock will come on automatically and it will be impossible to steer the wheels. If it is necessary to disconnect the battery, carry out the operation only with the electronic key inserted in the TEG Reader. This avoids the need to engage the steering lock. With the engine switched off, neither the brake servo nor the power steering are working so greater effort is required on both the brake pedal and the steering wheel. |
Vehicle lifting points
To raise the vehicle using an arm lift or a workshop lift, arrange the ends of the arms or the lift in the areas shown in the diagram only. | Before raising the vehicle using portable lifts, lock the wheels by placing chocks in front of (behind) the front (rear) wheels. After having raised the vehicle, support it using safety stands. |
General safety instructions
The activities related to the bodywork repair operations involve the use of specialist equipment as well as the handling of chemical products, which must be done in accordance with the supplier''s recommendations.Special attention should therefore be paid to:
- The correct use of materials, instruments and equipment: before carrying out any operation, read the instruction manuals very carefully and follow the directions and recommended accident-prevention regulations scrupulously.
- Specially designated work areas must be equipped with a ventilation system that meets standards for air exchange, filtration of harmful substances (solvents) and keeping down dust levels.
- Dangerous substances that have to be used must be handled following the supplier''s instructions and recommendations. *-The collection and disposal of waste must be carried out in accordance with current legislation.
Whilst working with and handling dangerous substances, the appropriate accident prevention measures must be taken (wearing protective clothing, masks, gloves, goggles, etc.).Vehicle repair operating cycles
The vehicle repair operating cycles usually consist of the following stages:
- checking vehicle measurements;
- cutting/removing damaged elements and preparing the body for welding;
- welding replacement parts;
- preparing for painting;
- painting;
- restoring anti-corrosion conditions,
- sound insulation, sealants.
Check and restore specified vehicle measurements.
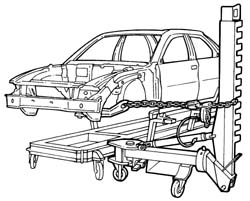
This is the first stage of the repair operation during which the distortion suffered by the body is measured and evaluated and the elements involved are identified.The first actual repair operation is also carried out during this stage: stretching the body to restore the correct dimensions before cutting and removing the damaged elements.Stretching the body
Stretching the body to restore its dimensions is carried out on the alignment benches, where it is possible to secure the body using vices and mountings to be fitted in accordance with the specific instructions for each vehicle, which come with the bench.Templates, positioned in the recommended places, are used to check the body measurements either using the measurements given by the manufacturer of the template for each model or, alternatively, those for the vehicle given in the "Description and Operation" section.Example of a possible alignment bench configuration.General repair instructions
| The battery leads must be disconnected before carrying out any operation on the vehicle. |
For safety reasons and for a better quality repair, IT IS FORBIDDEN TO:
- replace the structural parts of the body without using a repair bench. The use of the bench makes it possible to guarantee the restructuring of the vehicle with the original manufacturing measurements, ensuring the correct positioning of the components that make up the forecarriage and the rear part of the vehicle.
- heat the structural parts of the body to straighten them.
- cut and weld any bodywork element and reinforcement, edge to edge, on the same line.
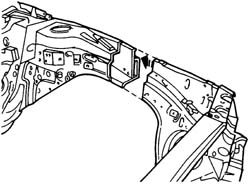
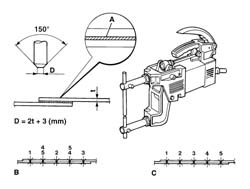
Remove the damaged components by cutting them along the joints, following the cutting lines given in the Service Manual. Correctly carried out, this operation involves a gap of several centimetres between the two cutting lines in order to distribute the melt spots created by the welding.The diagram below illustrates a possible implementation. | Removing the damaged elements is the repair stage during which the most potentially dangerous equipment is used. Before carrying out any operation, read carefully the instruction manual and the safety instructions and warnings given by the manufacturer together with the equipment, and follow all safety precautions most stringently. |
The use of the following is required for removing damaged panels:
- power jig saws;
- circular saws;
- power chisels (only if necessary);
- plasma cutting systems;
- electric drills;
- milling machines for spot weld removal;
- grinders;
- hammers and dolly blocks;
- disc grinders;
- air extractor fans.
Power jig saw
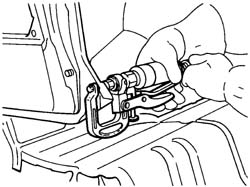
This type of saw makes it possible to make fast, precision cuts with the possibility of regulating the speed of the blade so that it can be adapted to suit different situations.Example of the use of a power jig sawVibrating circular saw
A vibrating saw is used in situations which require high precision cutting; for example, the panel in a box section is to be replaced, superimposed on the panel that should not be damaged. By adjusting the speed and the number of oscillations it is possible to achieve the precision required, according to the usage conditions. The high safety level for this instrument means that it is advisable to use it as an alternative to other types of saws.Example of a vibrating circular sawPower chisel
Power chisels are used to detach parts of panels and are recommended: *- when it is not possible to use the power saw, chamfering machine or drill, e.g. when another panel lies behind the panel to be cut that must not be damaged. *- when it is possible to separate the welded panel directly by inserting the chisel tip between the two panels along the join, in order not to leave edges to be removed at a later stage.The different fittings that it comes with increase its versatility.Example of the use of a power chisel.Plasma cutting system
This cutting system, produced through the combined effect of an electrical arc and gas or a gas mixture, is used if very large panels have to be removed. Depending on the thickness of the panel and the depth of the cut, the value of the current and flow of gas can be adjusted in accordance with the instruction manual supplied by the Manufacturer. | The use of plasma cutting systems requires the use of an extraction system to remove harmful gases and fumes. |
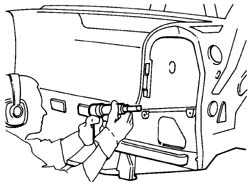
Electric drill
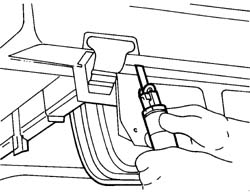
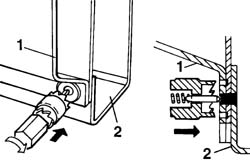
Electric drills are normally used in cases where a milling machine cannot be used; the correct use of the drill for removing weld spots, where panels are overlapping, is illustrated below. The fitting to be used for these operations is identical to the one fitted on the milling machine. The weld spot should be marked using a drift, in order to provide support for the centring point, thereby preventing the cutter from slipping and damaging the surrounding area; the cutter should then be pushed until it reaches slightly deeper than the thickness of the panel to be removed (see diagram below).Example of the use of an electric drill.Example of the correct use of a milling machine for spot weld removal.1 - Panel to be detached.2 - Panel of box section, preventing the use of the milling wheel.Milling machine for spot weld removal
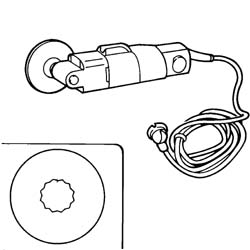
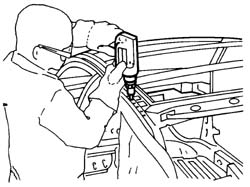
A milling machine for removing spot welds is used after the panel to be replaced has been cut to allow the removal of the metal offcuts remaining on the edges of the body.The milling machine works on the panel, cutting it as far as the panel underneath and insulating the spot weld.After removing all the spot welds, the piece cut off can be removed using pliers.A cutting speed of around 1000 rpm should be used to facilitate the operation.Adjust the milling depth using the special screw.Example of the use of a milling machine. | Do not drill matching components. If holes have been made accidentally, close them using (MIG) welding. The presence of holes decreases the resistance of the component involved and can also give rise to penetration by water and corrosive agents. |
Lever and dolly block
These instruments are used when panels need to be hammered straight in order to provide a reaction point supporting the panel. The dolly blocks are designed so that they can be adapted to suit the different shapes of the panel and, when the work area permits, they can replace the hammer.The levers have the same usage instructions as the dolly blocks, however they are designed so that they can be introduced through openings and restricted spaces into areas that are difficult to reach.Dolly blocks and levers are also used to remove distortions from the edge of panels that are not removed, thereby allowing them to be matched with replaced panels, preventing the structure from being weakened.Welding replacement parts
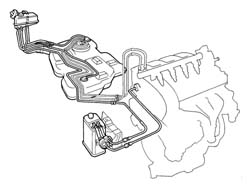
. | If welding or work has to be carried out which could produce flames near the fuel supply system components illustrated in the diagram, or other flammable parts of the vehicle, the parts concerned should be removed from the vehicle and the free connections of the pipes sealed if the connectors are disconnected. Disconnect the electronic control units which could be damaged during the work (i.e., ABS, Air Bag, Air Conditioning, Alarm, etc.). |
Fuel supply system components.The bodywork components can be welded using different methods:
- Spot welding;
- Seam welding (MIG):;
- Brazing.
Equipment
The following equipment is used for these operations:
- welding machines with clamps;
- seam welders (MIG);
- oxyacetylene torches (brazing).
General information on electric spot welding
During spot welding the heat required to melt the metal is provided by the resistance to the flow of current which the metal opposes.Spot welding is carried out on panels where the join edges are overlapping and takes place through localized fusion of the metal that makes up the panel so no weld metal is required for this type of welding. In areas where three or more panels are overlapping, the spot welding must be repeated a second time.The type of join that is produced is discontinuous; the weld spots must be correctly spaced in order to confer good mechanical resistance, in accordance with the precise instructions (see the tables below).Spot welding
In the case of spot welding, check:
- that the arms are correctly aligned;
- that the diameter of the ends of the electrodes is correct;
- the flatness and correct matching of the edges of the weld;
- the correct welding sequence.
| Before welding, apply electro-weldable galvanized coating to the edges of the join in order to protect the box sections from corrosion. |
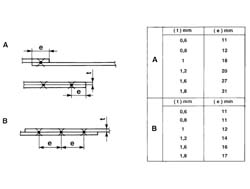
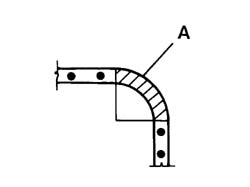
Spot welder - geometric specifications of the electrode depending on the thickness of the panel and the welding sequence.A - Electro-weldable galvanized coatingB - Correct welding sequenceC- Incorrect welding sequenceD - Size of the electrodeTable of reference values for carrying out spot welding.A. Table for determining the distance of the spot welds from the edges of the panels according to their thickness.B. Table of reference values for the correct spacing of spot welds depending on the thickness of the panel. | Do not weld corner-shaped surfaces. If welds are made on this type of surface it produces a concentration of tension that causes it to break. |
Example of correct spot welding at corners.A. Area where welding should not be carried out.| ... DATA ERROR - CROPPED TEXT | Ошибка данных - Текст обрезан ... |
|---|