323003601 - 2110B34 MANUAL GEARBOX (6 SPEED) WITH DIFFERENTIAL - DISMANTLING AND REASSEMBLY - WASH, CHECK COMPONENTS, REPLACE SYNCHRONIZERS AND INTERNAL CONTROLS
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870001014 | Mount | Gearbox support for overhaul stand | 1.3 Multijet MTA |

| Tool | Description | Function | Validity |
|---|---|---|---|
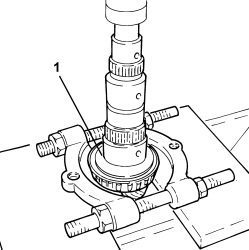
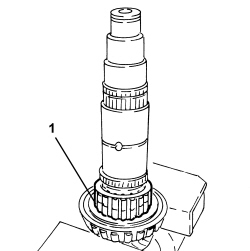
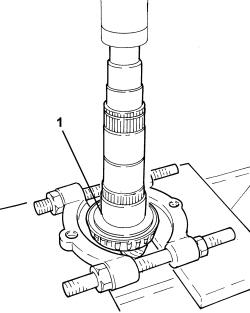
| 1870655000 | Extractor | Removing differential taper bearing race | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | Removing bearing outer races | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870853000 | Lever | Main shaft rotation | 1.3 Multijet MTA |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005400 | Extractor | Removing bearing outer races | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1840206001 | Mallet | Removing bearing outer races | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
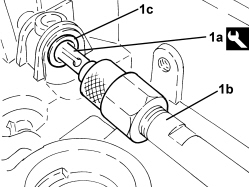
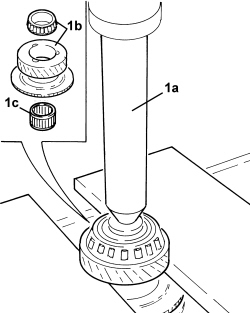
| 1840207812 | Extractor | Removing bearings | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
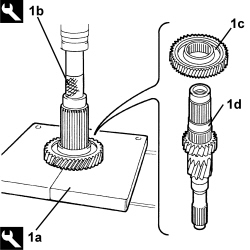
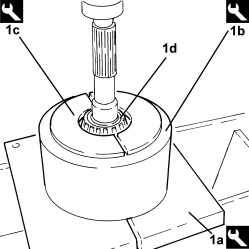
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
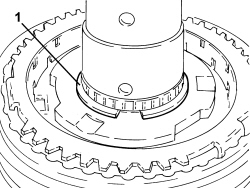
| 2000004700 | Fitting tool | Removing/Refitting bearings | 1.3 Multijet MTA |
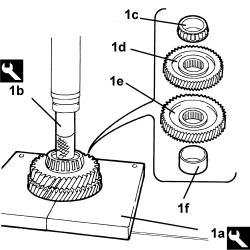
| The main shaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000004700 | Fitting tool | Removing/Refitting bearings | 1.3 Multijet MTA |
| The main shaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846017000 | Half-rings | Half-rings for reaction in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1846001001 | Half-rings | Half-rings for removing bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870447000 | Reaction pin | Removing bearing | 1.3 Multijet MTA |
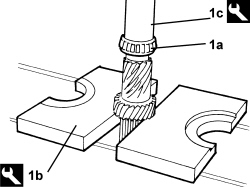
| The layshaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| The layshaft should be supported at the bottom during this operation. |
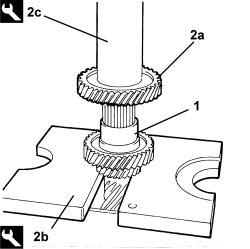
| The second layshaft should be supported at the bottom during this operation. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000004700 | Fitting tool | Removing/Refitting bearings | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| The second layshaft should be supported at the bottom during this operation. |
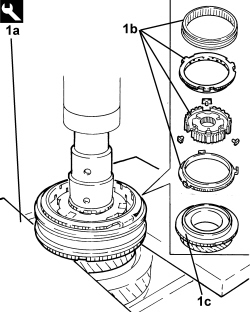
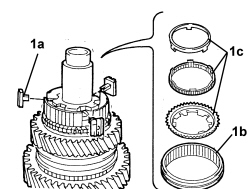
| If the bearing, 1st speed gear or the presynchroniser are replaced, the thickness of the new circlip must be calculated as described below.Calculate the difference in thickness between the old and new components.The value of the difference should be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted.A circlip set is available from Parts. |
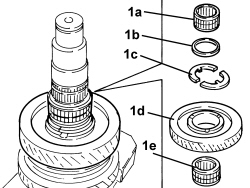
| If the rear bearing is replaced, calculate the thickness of the calibrated circlip as described below.Calculate the difference in thickness between the new and the old rear bearing and add this difference to or subtract it from the thickness of the removed circlip.A circlip set is available from Parts. |
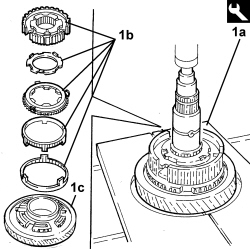
| If the thrust bearing is replaced, calculate the thickness of the new calibrated circlip as described below.Calculate the difference in thickness between the old and new thrust bearing. The value of the difference should be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted. A retaining ring kit is available as a spare. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005000 | Plate | Reaction plate in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
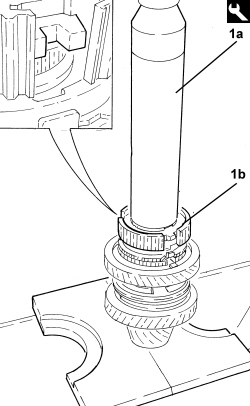
| 1870658000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870658000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
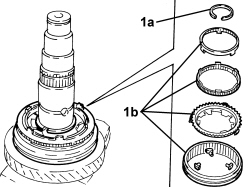
| If the rear bearing or the 4th speed gear is being replaced, the thickness of the new circlip must be calculated in the way described below. Calculate the difference in size between the new and old components. This value be added to or subtracted from the thickness of the circlip removed to determine the thickness of the new circlip that should be fitted. A retaining ring kit is available as a spare. |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
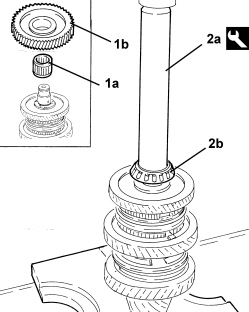
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.3 Multijet1.4 16v TJET |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.3 Multijet1.4 16v TJET |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.3 Multijet1.4 16v TJET |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860945000 | Fitting tool | Fitting 4th speed drive gear bush/main shaft rear bearing/1st and 2nd speed sliding sleeve hubFitting bearing | 1.3 Multijet1.4 16v TJET |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860837000 | Plate | Plate for support in the press | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1860824000 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005100 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870007000 | Grip | Fitting differential mount bearing outer races |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000004600 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870007000 | Grip | Fitting differential mount bearing outer races |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000004900 | Fitting tool | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1874365000 | Grip | Fitting bearing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
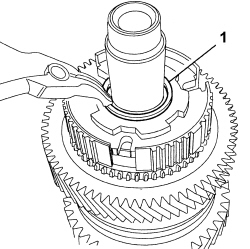
| 1870853000 | Lever | Main shaft rotation | 1.3 Multijet MTA |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Main shaft rear bearing | Bolt | M8x1.5 | 5.0 ÷ 7.0 | 1.3 Multijet MTA |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000002000 | Gearbox overhaul kit | Calculating thickness of thrust rings | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870853000 | Lever | Main shaft rotation | 1.3 Multijet MTA |

| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005700 | Support frame | Gearbox casing - fitting bearing outer races on gearbox casing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000005200 | Fitting tool | Gearbox casing - fitting bearing outer races on gearbox casing | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 1870007000 | Grip | Fitting differential mount bearing outer races |
| Component | Fastening | dia | Value (daNm) | Validity |
|---|---|---|---|---|
| Gearbox casing | Bolt | M8 | 2.2 | 1.3 Multijet MTA |
| Tool | Description | Function | Validity |
|---|---|---|---|
| 2000004800 | Fitting tool | Fitting main shaft sealing ring | 1.3 Multijet MTA |