194001209 - PANELS AND FRAMES - INTRODUCTION
VEHICLE REPAIRS
Vehicle identification data
The vehicle is equipped with the following identification plates:1. V.I.N. Plate2. Bodyshell identification number plate (only valid for factory)3. Bodyshell marking.4. Body paintwork identification plate.
Vehicle towing points
The vehicle has two threaded seats, one at the front and one at the back to which the special tow hook is fitted.The tow hook, which is supplied with the vehicle, is housed in the tool box, under the carpet in the luggage compartment.
| When towing the vehicle, it is compulsory to resepct specific highway code regulations relating to the tow hook and procedures for towing on the road. Clean the threaded seat carefully before tightening the hook. Before towing, make sure that the tow hook is fully tightened. Turn the ignition key to the ON position and then OFF and DO NOT EXTRACT IT ! If the key is extracted the steering lock will come on automatically and it will be impossible to steer the wheels. With the engine switched off the brake servo and the power steering are not working so greater effort is required on both the brake pedal and the steering wheel. |
Vehicle lifting points
To raise the vehicle using lift arms or a workshop lift, arrange the ends of the arms or the lift in the areas shown in the diagram only.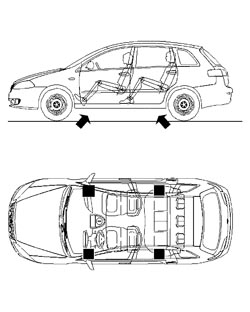
| Before raising the vehicle using portable lifts, working only at the points shown in the diagram, lock the wheels by placing chocks in front of (behind) the front (rear) wheels. After having raised the vehicle, support it using safety stands. |
Warnings
Work carefully on the fittings and use the recommended tools correctly to prevent damage.Precautions
Before working on the electrical system (connectors, electrical components, wiring, etc.) turn the ignition key OFF and DISCONNECT THE BATTERY.Whenever the battery terminals are reconnected, proceed as follows:- initialise front and rear windows;- initialise the sun roof;- initialise the sun roof blind;- reset the time and date on the instrument panel;- enter the safety code on the radio (if present);- enter the safety code on the navigation system (if present);General safety instructions
The activities connected with the bodywork repair operations involve the use of specialist equipment as well as handling chemical products which must be done in accordance with the supplier''s recommendations.Special attention should therefore be paid to:- The correct use of materials, instruments and equipment: before carrying out any operation, read the instruction manual very carefully and and follow the directions and recommended safety regulations.- Specially designated work areas must be equipped with a ventilation system that meets standards as far as air exchange, the filtration of harmful substances (solvents) and keeping down dust levels are concerned.- Dangerous substances that have to be used must be handled following the supplier''s instructions and recommendations.- The collection and disposal of waste must be carried out in accordance with the laws in force.Whilst working with and handling dangerous substances, the appropriate accident prevention measures must be taken (wearing protective clothing, masks, gloves, goggles, etc.).Vehicle repair operating cycles
The vehicle repair operating cycles usually consist of the following stages:- checking vehicle measurements;- cutting/removing damaged elements and preparing the bodyshell for welding;- welding replacement parts;- preparation for painting;- painting;- restoring anti-corrosion conditions;- sound insulation, sealants.Checking and restoring vehicle measurementsThis is the first stage of the repair operation during which the distortion suffered by the bodyshell is measured and evaluated and the elements involved are identified.The first actual repair operation is also carried out during this stage: pulling the bodyshell to restore the distances before cutting and removing the damaged elements.Pulling the bodyshellPulling the bodyshell, to restore the distances, is carried out on the alignment benches where it is possible to secure the bodyshell using vices and mountings to be fitted in accordance with the specific instructions for each vehicle that come with the bench.Templates, positioned in the recommended places, are used to check the bodyshell measurements either using the measurements given by the manufacturer of the template for each model or, alternatively, those for the vehicle given in the "Description and Operation" section.Example of a possible alignment bench configuration.
General repair instructions
| The battery leads must be disconnected before carrying out any operation on the vehicle. |

| Removing the damaged elements is the repair stage during which the potentially most dangerous equipment is used. Before carrying out any operation, read the instruction manual carefully and the safety instructions and warnings given by the manufacturer together with the equipment and follow all safety precautions most stringently. |



| The use of plasma cutting systems requires use of an extraction system to remove the harmful gases and fumes. |



| Do not drill matching components. If holes have been made accidentally, close them by (MIG) welding. The presence of holes decreases the resistance of the component involved and can also give rise to penetration by water and corrosive agents. |
Welding replacement parts
| If welding operations or work has to be carried out which could produce flames near the fuel system components illustrated in the diagram or other flammable parts of the vehicle, the parts concerned should be removed from the vehicle and the free connections of the pipes sealed if the connectors are disconnected. Disconnect the electronic control unit (I.E., ABS, Air Bag, Air conditioning, Alarm, etc.) which could be damaged during the work. |
| Before welding, apply electro-galvanizing protective to the edges of the join to protect the box sections from corrosion. |


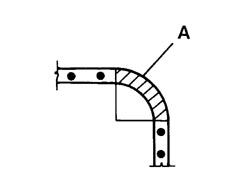
| Do not weld corner shaped surfaces. If welds are made on this type of surface it produces a concentration of tension that causes it to break. |
| ... DATA ERROR - CROPPED TEXT | Ошибка данных - Текст обрезан ... |
|---|